jyfilter2@junyigl.com
+86 13916993659
News
Customer background
A leading organic grain processor in the Midwestern United States, it processes over 500,000 tons of various grain seeds annually. With the expansion of business, the original conveying system can no longer meet its growing production demands and strict requirements for food safety.
Project Challenge
A stable conveying capacity of 10 tons per hour is required
It must comply with the USDA organic food processing standards
The current factory building has limited space and requires a large-inclination conveying solution
The seed damage rate should be less than 0.5%
Solution
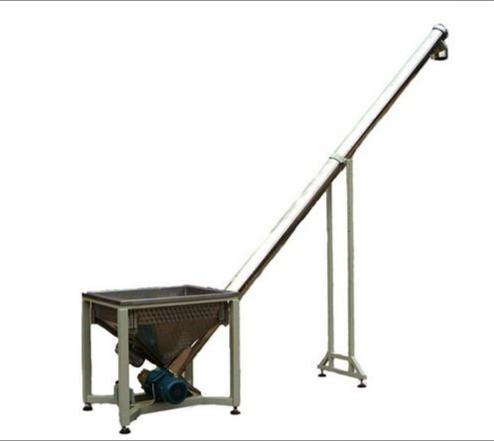
Our company has custom-made the SC-304-250 type screw conveyor system. The core configuration includes:
√ All 304 stainless steel structure (body & spiral blades)
√ DN250 conveying pipe (total length 7.6 meters)
√ 60° large inclination Angle design (lifting height 6.6 meters)
√ Variable frequency control system (Adjustable conveying speed)
Technological breakthrough
Patented helical blades: Adopting variable pitch design, the conveying efficiency is increased by 35%
Intelligent monitoring system: Real-time monitoring of load status to prevent material blockage
Quick-release end cover: Convenient for daily cleaning and maintenance
Food-grade lubrication: NSF H1 certified lubrication system
Implementation highlights
"The hygiene design of this system has completely transformed our production process," the company's director commented. "Its closed structure completely eliminates the risk of foreign matter mixing in, and the innovative anti-damage leaf design ensures that the integrity rate of our high-quality organic seeds reaches 99.8%.
For inquiries about our products or pricelist, please leave your email to us and we will be in touch within 24 hours.
INQUIRY NOWJunyi Copyright ? 2025 ALL rights reserved






